зӣҙжөҒжҺҘи§ҰеҷЁеңЁз”өеҠЁжұҪиһRдёҺе……з”ү|Ў©дёӯзҡ„еә”з”Ё
ж–°иғҪжәҗз”өҫ|‘йңҖиҰҒзӣҙӢ№ҒжҺҘи§ҰеҷЁеQҢж–°иғҪжәҗи®‘ЦӨҮе’ҢиЈ…еӨҮйғҪйңҖиҰҒзӣҙӢ№ҒжҺҘи§ҰеҷЁжқҘжҺ§еҲ¶гҖӮиҝ‘тqҙжқҘж–°иғҪжәҗжұҪиҪҰеҸҠе……з”өи®ҫж–ҪеҸ‘еұ•ҳq…зҢӣеQҢе…¶е…ій”®з”ү|°”е…ғдҡgд№ӢдёҖзҡ„зӣҙӢ№ҒжҺҘи§ҰеҷЁзҡ„еёӮеңәе®№йҮҸд№ҹйҡҸд№Ӣжү©е®№гҖӮй’ҲеҜТҺӯӨж–°е…ҙиЎҢдёҡзҡ„зү№ҢDҠйңҖжұӮпјҢеҗ„жұҪиҪҰи®ҫи®ЎгҖҒе……з”ү|Ў©Ҫ{үзӣҙӢ№Ғз”өж°”иЈ…еӨҮи®ҫи®Ўе·ҘҪEӢеёҲ们еҰӮдҪ•дШ“е…¶и®ҫи®ЎзҗҶжғійҖүжӢ©жҒ°еҪ“зҡ„зӣҙӢ№ҒжҺҘи§ҰеҷЁдә§е“ҒиҜҘе…іжіЁе“Әдәӣдё»иҰҒе…ій”®зӮ№жң¬ж–Үи°Ёд»Һдә§е“Ғеә”з”ЁеҸҠдс”е“ҒйҖӮеә”жҖ§ж–№йқўжҠӣз –еј•зҺүжө…и°ҲдёҖдәҢгҖ?br />
дёҖгҖҒз”өеҠЁжұҪиҪҰе……з”өи®ҫеӨ?[GB/T 18487.1 д№?.4]зҡ„规е®ҡпјҡ
з”өеҠЁжұҪиһRдҫӣз”өи®‘ЦӨҮжҢүз…§иҫ“еҮәз”өеҺӢеҲҶзұ»еQ?br />
дәӨжөҒеQҡеҚ•зӣ?20VеQҢдёүзӣ?80VеQ?br />
зӣҙжөҒеQ?00VвҖ?00VеQ?50VвҖ?00VеQ?00VвҖ?50VгҖ?br />
зӣҙжөҒе……з”өз”ү|өҒдјҳйҖүеҖы|јҡ80AеQ?00AеQ?25AеQ?60AеQ?00AеQ?50AгҖ?br />
жіЁпјҡй«ҳдәҺ950Vзҡ„дҫӣз”өи®ҫеӨҮз”ұиҪҰиҫҶеҲүҷҖ е•Ҷе’Ңдҫӣз”өи®ҫеӨҮеҲ¶йҖ е•ҶеҚҸе•ҶеҶӣ_®ҡгҖ?br />
д»Һд»ҘдёҠж ҮеҮҶдёӯеҸҜд»ҘзңӢеҮәеQҢдӢЙз”ЁдәҺе•Ҷз”Ёе’Ңд№ҳз”Ёз”өеҠЁжұҪиҪҰдёӯзҡ„зӣҙӢ№ҒжҺҘи§ҰеҷЁе…дhңүй«ҳз”өеҺӢгҖҒеӨ§з”ү|өҒзҡ„зҡ„еҹәжң¬зү№зӮ№еQҢжүҖд»ҘйңҖиҰҒе…·еӨҮеҫҲй«ҳзҡ„еҸҜйқ жҖ§пјҢиҫғй«ҳзҡ„з»қҫ~ҳз”өеҺӢгҖӮеҢәеҲ«дәҺжҷ®йҖҡе·Ҙдёҡз”ЁжҺҘи§ҰеҷЁдс”е“ҒпјҢе…¶еңЁеҲүҷҖ дёӯд№ҹиҰҒжұӮе…·еӨҮжҠҪзңҹз©әгҖҒж°”дҪ“еЎ«е……гҖҒеҺӢеҠӣеҜҶһ®ҒгҖҒжҷәиғҪжҺ§еҲ¶зӯүдё“дёҡеҲүҷҖ е·ҘиүәпјҢеҜ№и®ҫи®ЎжҠҖжңҜпјҢеҲүҷҖ жҠҖжңҜиҰҒжұӮеҫҲй«ҳгҖ?br />
дәҢгҖҒзӣҙӢ№ҒжҺҘи§ҰеҷЁеңЁж–°иғҪжәҗжұҪиһRгҖҒе……з”ү|Ў©еQҲжңәеQүдёӯзҡ„еә”з”?br />
1. еңЁе……з”ү|Ў©еQҲжңәеQүдёӯзҡ„еә”з”?br />
з”ЁдәҺзӣҙжөҒе……з”өжЎ©гҖҒе……з”лҠ«ҷзҡ„зӣҙӢ№Ғиҫ“еҮЮZҫ§жҲ–з”ЁдәҺиһRиҪҪе……з”ү|ңәзҡ„иҫ“еҮЮZҫ§гҖӮеҪ“жҺҘи§ҰеҷЁй—ӯеҗҲж—¶еQҢи“vе……з”өжЎ©е’ҢжұҪиһRзҡ„иҝһйҖҡдҪңз”Ёпјӣж–ӯејҖж—УһјҢйҡ”зҰ»е……з”өжЎ©е’ҢеӨ–йғЁзҡ„иҝһжҺ?иө·еҲ°е®үе…ЁйҳІжҠӨдҪңз”ЁгҖ?br />
2.еңЁз”өеҠЁжұҪиҪҰдёӯзҡ„еә”з”?br />
еңЁз”өеҠЁжұҪиҪҰзҡ„з”ү|ұ ҫpИқ»ҹе’ҢйҖҶеҸҳеҷЁд№Ӣй—ҙй…Қҫ|®зӣҙӢ№ҒжҺҘи§ҰеҷЁгҖӮеҪ“ҫpИқ»ҹеҒңжӯўҳqҗиЎҢеҗҺи“vйҡ”зҰ»дҪңз”ЁеQҢзі»ҫlҹиҝҗиЎҢж—¶иөҜӮҝһжҺҘдҪңз”ЁпјҢеҪ“иһRиҫҶе…ій—ӯжҲ–еҸ‘з”ҹж•…йҡңж—УһјҢиғҪе®үе…Ёзҡ„һ®ҶеӮЁиғҪзі»ҫlҹд»ҺиҪҰиҫҶз”ү|°”ҫpИқ»ҹдёӯеҲҶјӣ»пјҢиө·еҲ°еҲҶж–ӯз”өиө\зҡ„дҪңз”ЁгҖӮеңЁе…¶д»–иҫ…еҠ©еӣһиө\дёӯдҪңдёәз”Ёз”ү|Һ§еҲ¶еҷЁд»¶гҖ?br />
йҮҚиҰҒжҠҖжңҜжҢҮж Үпјҡ
a) еңЁзі»ҫlҹеҒңжӯўиҝҗиЎҢеҗҺиө·йҡ”јӣИқ”өжәҗз«ҜдёҺиҙҹиҪҪз«ҜдҪңз”ЁеQӣпјҲйҮҚиҰҒжҠҖжңҜжҢҮж Үпјҡйўқе®ҡҫlқзјҳз”өеҺӢUiеQ?br />
b) ҫpИқ»ҹҳqҗиЎҢж—¶и“vҳqһжҺҘз”ү|әҗз«ҜдёҺиҙҹиқІз«ҜдҪңз”ЁпјӣеQҲйҮҚиҰҒжҠҖжңҜжҢҮж ҮпјҡҫUҰе®ҡеҸ‘зғӯз”ү|өҒIthеQ?br />
c) ж•…йҡңж—¶и“vеҲҶж–ӯз”өиө\зҡ„дҪңз”ЁгҖӮпјҲйҮҚиҰҒжҠҖжңҜжҢҮж ҮпјҡжңҖй«ҳиҝҗиЎҢз”өеҺӢUеQ?br />
дёүгҖ?дә§е“Ғзҡ„йҖӮеә”жҖ§и®ҫи®?br />
1.зҺҜеўғйҖӮеә”жҖ§и®ҫи®Ўпјҡ
еҢәеҲ«дәҺдёҖиҲ¬е·Ҙдёҡз”ЁжҺҘи§ҰеҷЁдс”е“ҒпјҢдҪҝз”ЁзҺҜеўғжқЎдҡgеҜ№з”өеҠЁжұҪиҪҰз”ЁжҺҘи§ҰеҷЁзҡ„йҖӮеә”жҖ§иҰҒжұӮжӣҙеҠ иӢӣеҲ»пјҢеҝ…йЎ»еҗҢж—¶ж»Ўиғце®Ҫжё©еәҰиҢғеӣҙгҖҒй«ҳйҳІжҠӨҪ{үзс”гҖҒй«ҳжҠ—жҢҜеҠЁжҖ§зӯүеҹәжң¬жқЎдҡgгҖ?br />
1еQүй«ҳдҪҺжё©еәҰи®ҫи®ЎпјҡйңҖж»Ўиғцз”өеҠЁжұҪиһRе’Ңе……з”ү|Ў©еQҲжңәеQүеңЁжһҒз«ҜеӨ©ж°”дёӢжӯЈеёжҖӢЙз”Ёзҡ„жё©еәҰиҰҒжұӮгҖӮдс”е“ҒеӮЁеӯҳзҺҜеўғжё©еәҰпјҡ-55~+125в„ғпјҢжӯЈеёёе·ҘдҪңзҺҜеўғжё©еәҰдё?25~+40в„ғпјҢжһҒйҷҗжқЎдҡgдёӢзҺҜеўғжё©еәҰдШ“-40~+85в„ғпјҢ
2еQүйҳІжҠӨзӯүҫU§и®ҫи®ЎпјҡйңҖж»ЎиғцжҒ¶еҠЈзҺҜеўғжқЎдҡgдёӢзҡ„жӯЈеёёе·ҘдҪңеQҢеңЁйӣЁж°ҙе’Ңе°ҳеңҹзҺҜеўғдёӢжӯЈеёёдҪҝз”ЁеQҢдс”е“Ғе®Ңе…ЁйҳІжӯўзІүһ®ҳиҝӣе…ҘпјҢж»Ўиғцзҹӯж—¶Ӣ№ёж°ҙиҰҒжұӮеQҢйҳІжҠӨзӯүҫU§иҫҫеҲ°IP67гҖ?br />
3еQүжҠ—жҢҜжҖ§иғҪи®ҫи®ЎеQҡдс”е“ҒйңҖе…·еӨҮеҫҲејәзҡ„жҠ—жҢҜжҖ§е’ҢиҖҗеҶІеҮАLҖ§гҖӮж»Ўӯ‘ПxұҪиҪҰдӢЙз”ЁдәҺеҗ„з§Қи·ҜеҶөйў з°ёжҢҜеҠЁзҡ„зү№ҢDҠйңҖжұӮгҖ?br />
2.е®үе…ЁеҸҜйқ жҖ§и®ҫи®?br />
е®үе…ЁеҸҜйқ жҖ§жҳҜиЎЎйҮҸз”өеҠЁжұҪиһRзӣҙжөҒжҺҘи§ҰеҷЁзҡ„ҪW¬дёҖд№ҹжҳҜжңҖе…ій”®зҡ„иҰҒзҙ пјҢдё»иҰҒдҪ“зҺ°еңЁзҒӯеј§иғҪеҠӣгҖҒз»қҫ~ҳз”өеҺӢзӯүж–ҡwқўгҖ?br />
зӣҙжөҒз”өеј§е…дhңүж— иҝҮйӣ¶зӮ№еQҢзҮғеј§еҗҺз”өеј§йҡҫд»ҘзҶ„зҒӯзҡ„зү№зӮҸVҖӮиҖҢе°Ҷдә§е“Ғҫl“жһ„и®ҫи®ЎдёәеҸҢж–ӯзӮ№зӣҙеҠЁејҸиҝҗеҠЁеЕһејҸгҖӮеЖҲеңЁеҜҶһ®ҒеһӢзҒӯеј§и…”еҶ…еЎ«е……еҺӢзҫғж°”дҪ“зҡ„зҒӯеј§жҠҖжңҜжүӢҢDөеҸҜе®һзҺ°иүҜеҘҪзҡ„зҒӯеј§иғҪеҠӣгҖӮе…¶дё»иҰҒеҺҹзҗҶжҳҜпјҡеңЁз”өеј§еҠ зғӯеҗҺдёҺеЎ«е……зҡ„ж°”дҪ“еҪўжҲҗй«ҳеҺӢж°”дҪ“еQҢж°”дҪ“еҺӢеҠӣзҡ„еўһеӨ§дҪҝеҫ—зғӯжёёјӣХdӨ§тq…дёӢйҷҚпјҢеј§йҡҷе’ҢзҒӯеј§е®ӨеҶ…зҡ„еҺӢеҠӣе·®дӢЙж°”дҪ“ҳqҗеҠЁеҠ йҖҹпјҢеҶ·еҚҙдҪңз”ЁеҠ еү§еQҢз”өеј§еҝ«йҖҹзҶ„зҒӯгҖ?
д»ЦMҪ•дёҖдёӘдс”е“Ғзҡ„з ”еҸ‘и®ҫи®Ўеҝ…йЎ»дҫқйқ жҒ°еҪ“зҡ„еҺҹжқҗж–ҷйҖүжӢ©гҖҒе…Ҳҳqӣзҡ„е·ҘиүәжҺӘж–ҪгҖҒзЁіе®ҡзҡ„йӣүҷғЁд»¶е·ҘиЈ…гҖҒе®Ңе–„зҡ„еҲүҷҖ жөҒҪEӢеҗҺжүҚиғҪһ®Ҷе…¶е®Ңж•ҙиҪ¬еҢ–дёЮZс”е“ҒгҖӮеҺҹжқҗж–ҷгҖҒеҲ¶йҖ е·ҘиүәгҖҒз”ҹдә§зәҝйғҪжҳҜи®ҫи®ЎиҪ¬еҢ–зҡ„е…ій”®иҰҒзҙ гҖ?br />
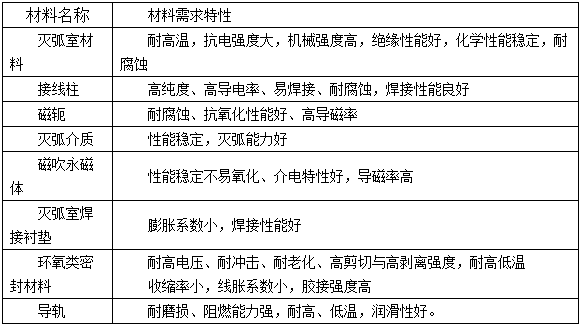
1еQүз”өеҠЁжұҪиҪҰзӣҙӢ№ҒжҺҘи§ҰеҷЁзҡ„е…ій”®йӣ¶йғЁдҡgжқҗж–ҷеұһжҖ§йңҖжұ?br />
2еQүе…ій”®е·Ҙиүшҷ®ҫи®ЎеҸҠи®‘ЦӨҮдҝқйҡң
еҲүҷҖ е·ҘиүәеҒҡдёәзЎ®дҝқдс”е“ҒиҙЁйҮҸеҸҜйқ гҖҒжҖ§иғҪҪEӣ_®ҡзҡ„е……еҲҶжқЎд»УһјҢеҝ…йЎ»дҫқйқ дёҖе®ҡзҡ„јӢ¬дҡgи®ҫж–ҪжүҚиғҪеҫ—д»ҘдҝқйҡңеQҢе·ҘиЈ…и®ҫеӨҮеҸҠз”ҹдс”ҫUүKҰ–еҪ“е…¶еҶҢУҖ?br />
1.з„ҠжҺҘе·ҘиүәеҸҠи®ҫеӨҮпјҡ
ӢИҖе…үз„ҠжҺҘе·ҘиүәжҳҜдә§е“ҒиҙЁйҮҸеҸҜйқ жҖ§зҡ„е…ій”®дҝқйҡңе·ҘиүәеQҢз„ҠжҺҘзҡ„дё»иҰҒзӣ®зҡ„жҳҜдШ“дәҶдҝқиҜҒиүҜеҘҪзҡ„еҜҶе°Ғж•ҲжһңеQҢдӢЙҫUҝеңҲе’Ңи§ҰеӨҙе…ҚеҸ—ж°§еҢ–е’ҢжұЎжҹ“еQҢдҝқиҜҒе…¶жҺҘи§Ұз”өйҳ»зҡ„зЁіе®ҡжҖ§гҖ?br />
йҮҮз”ЁӢИҖе…үз„ҠжҺҘжҠҖжңҜеҜ№зҒӯеј§е®ӨиҝӣиЎҢеҜҶһ®Ғз„ҠжҺҘпјҢдҪҝзҒӯеј§зҪ©е’ҢзЈҒиҪӯд№Ӣй—Я_јҢјӮҒиҪӯе’ҢеҜҶһ®ҒеҘ—д№Ӣй—ҙе®һзҺ°дёҚжјҸж°”зҡ„з„ҠжҺҘгҖ?br />
еҜ№з„ҠжҺҘеҗҺзҡ„зҒӯеј§е®ӨҳqӣиЎҢж°”еҜҶжҖ§жЈҖӢ№ӢпјҢд»ҘдҝқиҜҒе®һйҷ…дӢЙз”ЁдёӯдёҚжјҸж°”гҖӮеҜ№е®ҢжҲҗз„ҠжҺҘзҡ„и§ҰеӨҙзі»ҫlҹе’Ңе®ҢжҲҗзҒҢиғ¶еҗҺзҡ„ж•ҙжңәҳqӣиЎҢжҠҪж°”е’Ңе……ж°”гҖӮе°Ҷе·ҘдҡgеҶ…йғЁжҠҪжҲҗзңҹз©әеҗҺжҢүз…§е·Ҙиүшҷ§„е®ҡзҡ„ж°”дҪ“ҫcХdһӢеҸҠеҺӢеҠӣе®ҢжҲҗе……ж°”пјҢтq¶еҜ№е……ж°”еҸЈиҝӣиЎҢиҮӘеҠЁе°ҒеҸЈгҖ?br />
еҝ…еӨҮе…ій”®и®‘ЦӨҮеQҡжҝҖе…үз„ҠжҺҘжңәгҖҒж°”еҜҶжҖ§жЈҖӢ№ӢиЈ…ҫ|®гҖҒжҠҪзңҹз©әе……ж°”иЈ…зҪ®гҖ?br />
2.һ®ҒиЈ…е·ҘиүәеҸҠи®ҫеӨ?br />
зҒҢиғ¶е·ҘиүәжҳҜзҺҜж°§иғ¶еҜҶе°ҒҫcАLҺҘи§ҰеҷЁзҡ„е…ій”®е·ҘиүЮZ№ӢдёҖеQҢзҒҢиғ¶еҗҺиғ¶е’Ңдә§е“Ғжң¬дҪ“зҡ„з»“еҗҲзЁӢеәҰгҖҒиғ¶дҪ“зҡ„иҮҙеҜҶҪEӢеәҰйғҪжҳҜйңҖиҰҒдҝқиҜҒзҡ„е…ій”®зӮҸVҖ?br />
еңЁзҒҢиғ¶е·ҘиүЮZёӯеQҢдс”е“ҒеҶ…йғЁзҡ„ҪIәж°”гҖҒиғ¶дҪ“еҶ…йғЁзҡ„ж°”жҲцгҖҒзҒҢжіЁиҝҮҪEӢдс”з”ҹзҡ„ж°”жҲцҪ{үйғҪдјҡеӘ„е“Қиғ¶ж°ҙзҡ„жё—йҖҸж•ҲжһңеҸҠиғ¶дҪ“зҡ„еҜҶеәҰпјҢҳqӣиҖҢеӘ„е“Қдс”е“ҒеҜҶһ®ҒжҖ§иғҪгҖӮеҲ©з”ЁзңҹҪIәзҒҢиғ¶зі»ҫlҹпјҢһ®Ҷиғ¶ж–ҷзҪҗеҶ…жүҖжңүз©әж°”жҠҪе…үдё”дҝқжҢҒеңЁдёҖе®ҡзҡ„зңҹз©әзҠ¶жҖҒгҖӮеңЁзҒҢиғ¶еүҚе…Ҳһ®Ҷдс”е“ҒеҶ…йғЁзҡ„ҪIәж°”жҠҪе№ІеҮҖеQҢиҫҫеҲоCёҖе®ҡзҡ„иҙҹеҺӢеQҢеҶҚҳqӣиЎҢдә§е“ҒзҒҢиғ¶еQҢеңЁиҙҹеҺӢзҡ„дҪңз”ЁеҠӣдёӢпјҢиғ¶ж°ҙиғҪеӨҹеҝ«йҖҹгҖҒеқҮеҢҖзҡ„жё—е…ҘеҲ°дә§е“ҒеҶ…йғЁеQҢз”ұзҒҢжіЁеҶІеҮ»еҸҠиғ¶ж°ҙдёҺдә§е“ҒжҺҘи§ҰжүҖдә§з”ҹзҡ„ж°”жіЎд№ҹдјҡиў«жҠҪиө°еQҢд»ҺиҖҢдҝқиҜҒдәҶиғ¶ж°ҙеңЁдс”е“ҒжҺҘи§Ұйқўзҡ„еқҮеҢҖиҰҶзӣ–еҸҠиғ¶дҪ“зҡ„еқҮеҢҖеҜҶеәҰеQҢиҫҫеҲ°иүҜеҘҪзҡ„зҒҢиғ¶ж•ҲжһңгҖ?br />
зҒҢиғ¶е®ҢжҲҗеҗҺйңҖиҰҒе°Ҷдә§е“Ғж”‘Ц…Ҙзғҳе№ІҪҺЧғёӯҳqӣиЎҢеӣәеҢ–еQҢзғҳиғ¶ж—¶дҝқжҢҒжҒ’е®ҡеқҮеҢҖзҡ„жё©еәҰеңәеQҢеҗҲзҗҶзҡ„еӣәеҢ–ж—үҷ—ҙеҸҠеҚҮжё©еҶ·еҚҙйҖҹзҺҮгҖӮдӢЙе…¶еӣәеҢ–еҶ…еә”еҠӣе’Ңжё©еәҰеҶ…еә”еҠӣиҫ‘ЦҲ°жңҖһ®ҸеҖы|јҢдҝқиҜҒдәҶиүҜеҘҪзҡ„еӣәеҢ–ж•Ҳжһңе’Ңиғ¶жҺҘж•ҲжһңпјҢд»ҺиҖҢиҫҫеҲ°иүҜеҘҪзҡ„еҜҶе°Ғж•ҲжһңгҖ?br />
еҝ…еӨҮе…ій”®и®‘ЦӨҮеQҡзҒҢиғ¶жңәгҖҒзңҹҪIәе·ҘдҪңеҸ°гҖҒзғҳиғ¶иЈ…ҫ|®гҖ?br />
3.ӢӮҖӢ№Ӣе·ҘиүәеҸҠи®‘ЦӨҮ
жҺҘи§ҰеҷЁе…·жңүеҸҜйқ зҡ„з”ү|°”еҜҝе‘ҪжҳҜйқһеёёе…ій”®зҡ„дёҖҷеТҺҖ§иғҪжҢҮж ҮеQҢеёҰиҪҪеӨұж•ҲиҜ•йӘҢдШ“дә§е“ҒеҮәеҺӮеүҚзҡ„жңҖеҗҺдёҖйҒ“дҝқйҡңе…іеҚЎгҖ?br />
еҝ…еӨҮе…ій”®и®‘ЦӨҮеQҡзӣҙӢ№Ғз”өжәҗгҖҒз”өйҳ»иҙҹиҪҪгҖҒжҷәиғҪжҺ§еҲ¶еҸҠдҝқжҠӨиЈ…зҪ®
дә”гҖҒдс”е“Ғзү№ҢDҠйңҖжұӮйҖүжӢ©
1. еҜ№дәҺйғЁеҲҶе……з”өжҹңйңҖиҰҒе®ҢжҲҗз”өжұ е……з”өе’Ңж”„Ў”өеҠҹиғҪйңҖжұӮзҡ„еQҢеҸҜйҖүжӢ©дҪҝз”Ёдё»и§ҰеӨҙж— жһҒжҖ§еһӢзӣҙжөҒжҺҘи§ҰеҷЁдс”е“?жӯӨйЎ№и®ҫи®Ўе·Із”ұеӨ©ж°ҙдәҢдёҖдёүз”өеҷЁжңүйҷҗе…¬еҸёз”іиҜ·еҸ‘жҳҺдё“еҲ?,ҪHҒз ҙдё“й—Ёдёәз”өӢ№Ғж–№еҗ‘еј•ҫUҝзҡ„ҫl“жһ„и®ҫи®ЎеұҖйҷҗгҖ?br />
2. ж ТҺҚ®е®үиЈ…ҪIәй—ҙеҸ—йҷҗжғ…еҶөеQҢйҖүжӢ©еҗҲзҗҶзҡ„жҺҘҫUҝж–№ејҸдс”е“ҒгҖ?br />
е…ӯгҖҒеёӮеңЮZс”е“ҒжҰӮеҶөпјҡ
зӣ®еүҚз”өеҠЁжұҪиһRжҺҘи§ҰеҷЁдё»Ӣ№Ғдс”е“Ғдё»иҰҒеҲҶдёЮZёӨеӨ§зұ»еQҡйҷ¶з“·еһӢи…”еҜҶһ®Ғз»“жһ„е’ҢзҺҜж°§иғ¶еҜҶһ®Ғз»“жһ„гҖ?br />
йўқе®ҡз”ү|өҒжң?0AгҖ?0AгҖ?5AгҖ?0AгҖ?0AгҖ?0AгҖ?0AгҖ?00AгҖ?20AгҖ?50AгҖ?00AгҖ?50AгҖ?00AгҖ?00AҪ{үеӨҡдёӘзӯүҫU§гҖӮжҺ§еҲ¶з”өеҺ?~36VDCгҖӮйўқе®ҡз»қҫ~ҳз”өеҺ?000VDCеQҢеҸҜеҲҶж–ӯз”өеҺӢ900VDCгҖ?br />
ҫl“жқҹиҜӯпјҡ
з”өеҠЁжұҪиһRжҺҘи§ҰеҷЁдс”е“Ғзҡ„дёҖиҮҙжҖ§еӘ„е“ҚзқҖдә§е“Ғзҡ„еҸҜйқ жҖ§е’ҢҪEӣ_®ҡжҖ§пјҢиҖҢдс”е“Ғзҡ„дёҖиҮҙжҖ§иҜҸҪIҝдәҺжүҖжңүзҡ„дә§е“ҒеҪўжҲҗҳqҮзЁӢеQҡи®ҫи®ЎгҖҒжқҗж–ҷдёҖиҮҙжҖ§гҖҒйӣ¶йғЁдҡgе·ҘиЈ…зҡ„зЁіе®ҡжҖ§гҖҒиЈ…й…Қе·Ҙиүәзҡ„ҪEӣ_®ҡжҖ§гҖҒиЈ…й…Қе·ҘиЈ…зҡ„ҪEӣ_®ҡжҖ§зӯүгҖӮеҚҡи§ӮиҖҢзәҰеҸ–пјҢеҺҡз§ҜиҖҢи–„еҸ‘пјҢжң¬еңҹж°‘ж—Ҹе“ҒзүҢз”өеҠЁжұҪиһRжҺҘи§ҰеҷЁдс”е“Ғзҡ„з ”еҲ¶жҲҗеҠҹгҖҒжү№йҮҸз”ҹдә§пјҢиғҪеӨҹжҸҗдҫӣжӣҙеҠ йҖӮеҗҲжҲ‘еӣҪж–°иғҪжәҗжұҪиҪҰеҸ‘еұ•жүҖйңҖзҡ„дс”е“Ғи§ЈеҶПx–№жЎҲпјҢеҝ…е°ҶжҲҗдШ“ж–°иғҪжәҗжұҪиҪҰи®ҫи®ЎгҖҒе……з”ү|Ў©еQҲжңәеQүзӯүзӣҙжөҒз”ү|°”иЈ…еӨҮи®ҫи®Ўе·ҘзЁӢеёҲзҡ„е–ңзҲұеQҢдШ“е®һзҺ°е·ҘзЁӢеёҲзҡ„и®ҫи®ЎзҗҶжғіжҸҗдҫӣејәжңүеҠӣзҡ„ж”ҜжҢҒгҖ?
- дёҠдёҖҪӢҮпјҡзӣҙжөҒжҺ§еҲ¶еҷЁдё“家е°ұжқҘдёҠӢ№пLәҰз‘ҹз”өеҷЁжңүйҷҗе…¬еҸ?/a>
- дёӢдёҖҪӢҮпјҡжҺҘи§ҰеҷЁе·ҘдҪңеҺҹзҗ?/a>
-
иө°иҝӣҫUҰз‘ҹ
-
жңҚеҠЎдёӯеҝғ
-
е…ПxіЁжҲ‘们
-

-
жңҚеҠЎзғӯзәҝ
е‘ЁдёҖ~е‘Ёе…ӯ 8:00-18:00
021-55560736
15821909792
- йӮ®гҖҖгҖҖҪҺұпјҡcnhgq@foxmail.com йӮ®гҖҖгҖҖҫ~–пјҡ201206
- еҺӮгҖҖгҖҖеқҖеQҡдёҠӢ№·еёӮжӣ№иө\й’ҰеЎҳе·Ҙдёҡеӣӯй’ҰеЎҳдёңеҚ?еҸ?й”Җе”®ең°еқҖеQҡдёҠӢ№дhаҗдёңж–°еҢәеӨ–й«ҳжЎҘеҚҺз”іи·?50еҸ?тq?/li>
- В© Copyright JOSEF Inc. All rights reserved.жІӘICPеӨ?8020013еҸ?/li>